HOME > Manufacturing Process
Manufacturing Process
-
 Blade and EDM
Blade and EDM-
1-1
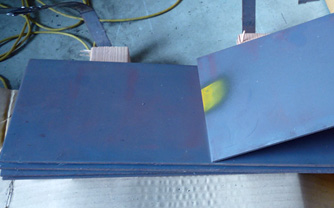
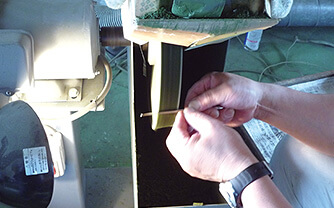
Cut out the blade material by EDM(Electric discharge machining, aka: wire cutting)
CAD designing makes cutting
out into many shapes possible. -
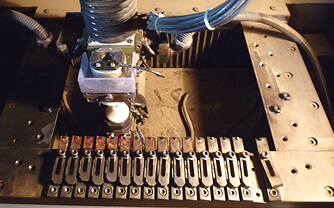
1-2
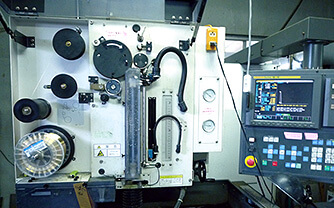
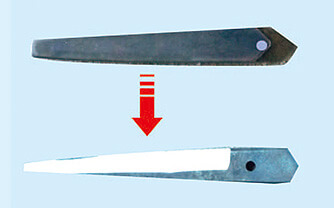
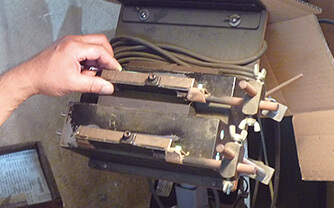
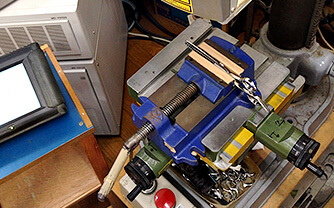
Shaping the scissors (cutting out in precise)
Thinning scissors take about 1.5 hours to shape.
(Ion exchange resin is used for wire cutting.)
Wire cutting makes custom scissors possible.For example- Number of teeth
- Shape of the slit
- Narrow or Wide blades
-
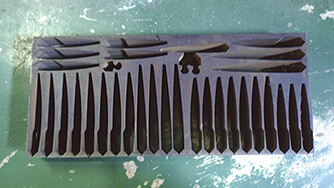
Wire cut parts

Punched out material

Forged steel

Cobalt material
-
-
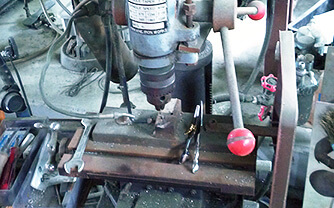
 Punching out screw hole.
Punching out screw hole.-
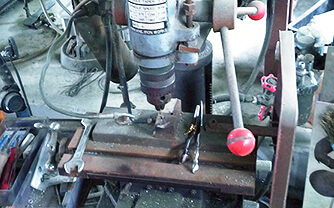

2-1
Punch out a hole in the center of the screw hole. The hole is less than 0.1mm in precise. -
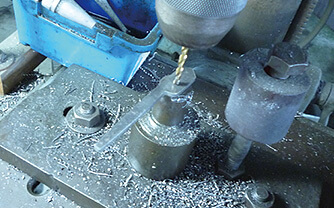

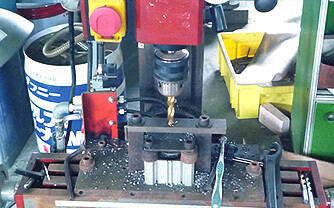
2-2
Screw hole. Carve out screw out in a funnel shape for the inside screw.Stainless steel
2-3
Finger blade - open slot.2-4
Finger blade - pierce the hole.2-5
Thumb blade open the hole to 4mm.2-6
Thumb blade open the hole to 5mm.2-7
Clean the whole with a reamer. -

Open bumper hole

Piercing
-
-
 Welding
Welding-
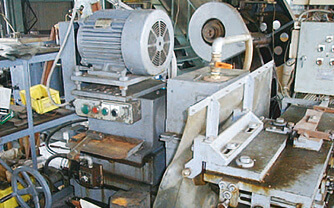

3-1
Auto polish. Roughly sharpen the blade. -
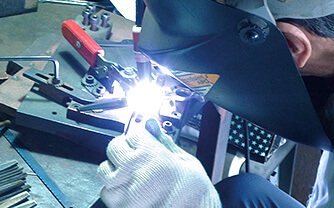
3-2
Welding. Weld the blade and the handle. -
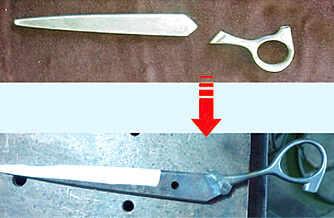
3-3
Temporary welding.
Stainless steels goes to heating process.
-
-
 Polish
Polish-
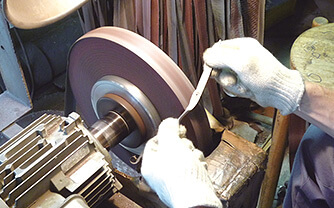
4-1
Temporary polishing. -



4-2
Polishing the blade.4-3
Shaping the back side of the blade.4-4
Polish any damaged part.4-5
Polishing finger hole.4-6
Shaping the blades.
Shape the blade with rough sand papers.4-7
Polishing the front side of the blade.
Polish to mirror finish.
-
-
 Buffing and adjustment
Buffing and adjustment-
5-1
Buffing process. -

5-2
Check the curve of the blade. -
5-3
Check the curve with the gauge. -

5-4
Adjustment complete.
-
-
 Finishing and Laser marking
Finishing and Laser marking-


6-1
Finishing process.- Bumper installation
- Precondition cutting
- Screw
- Finger ring installation
- Engraving the logo and the serial number
- Cutting test
- Oiling
- Tagging
- In box
-
![]() Please send us questions or your preference.
Please send us questions or your preference.